Steps to prepare floor prior to installation of Floor Screed
Base Preparation
All high spots and debris must be removed as these will impact on finished Screed thickness and quality of finish.
Insulation
Ensure that insulation is installed on a clean even subfloor, in order to prevent movement and rocking of boards, which are to be butt jointed with staggered joints. If the substrate is particularly uneven, mechanical fixing of boards may be required.
Polythene
Provide polythene sheeting (minimum 500g) over insulation. All joints must have 100mm overlaps and be thoroughly sealed with tape prior to installation of the underfloor heating (UFH) pipes. We recommend the use of single wound polythene (to avoid creases) and 50mm packing tape. Ensure that all air pockets and voids are removed.
Perimeter Details
Provide insulation upstands to all perimeters. We recommend the use of rigid board insulation for cold bridging or 5/10mm polyethylene foam expansion strip to the full depth of the Screed. Continue the polythene sheeting up the face of the upstand, secure with tape to form a watertight seal. Ensure that all junctions with walls and corner details are constructed neatly, with the polythene installed fully into the angle leaving no air pockets or voids.
Fixing Pipework
Install heating pipes as required ensuring that all pipework is mechanically fixed at 300mm centres. Please be aware that because of the density of the Screed, heating systems will lift and ‘float’ if not adequately secured. We suggest the use of a proprietary fixing system for this purpose. All wet systems should be filled with water to increase density and help prevent lifting.
Holes for Builders Work
Ensure that all apertures are adequately sealed. Any formwork required should be treated as an upstand and prepared as above.
Final Check
Pressure testing of underfloor heating system should be finalised before installation of floor Screed commences.
Floor Screed Installation
During installation of the floor Screed and for three days thereafter, the surface of the Screed must be protected from severe draughts. If windows have not already been fixed, clear polythene protection should be installed.
Floor Finishes
When cement-based products are applied to the finished floor Screed, such as levelling compounds or adhesives, the Screed must be primed with a suitable and compatible product as directed.
Which standards are relevant to floor screeds and application
Relevant Floor Screed Standards
EN 13813: 2002 Screed material & floor screeds – Screed material – Properties & requirements EN 13454-1: 2004 Binders, composite binders, and factory-made mixtures for floor screeds based on calcium sulphate
BS 8204-1: 2003 Screeds, bases and in situ floorings. Concrete bases and cementitious levelling screeds to receive floorings – Code of practice
BS 8204-2: 2003 Screeds, bases and in situ floorings. Concrete wearing surfaces – Code of practice
BS 8204-3: 2004 Screeds, bases and in situ floorings. Polymer modified cementitious levelling screeds and wearing screeds – Code of practice
BS 8204-4: 2004 Screeds, bases and in situ floorings. Cementitious terrazzo wearing surfaces – Code of practice
BS 8204-5: 2004 Screeds, bases and in situ floorings. Mastic asphalt underlays and wearing surfaces – Code of practice BS 8204-6: 2008 Screeds, bases and in situ floorings. Synthetic resin floorings – Code of practice
BS 8204-7: 2003 Screeds, bases and in situ floorings. Pumpable self-smoothing screeds – Code of practice
The first factor is the thermal efficiency of a structure, and within Building Regulations this is largely defined by U-Values for which there are target ‘pass’ values for the key elements: walls, floors, roofs & windows, and doors. U-values are arrived at by calculating the combined individual lambda values of all the section components to arrive at an overall number, the number given in the Regulations will be the minimum required. It is generally accepted that the lower the U-value of an element of a building’s fabric, the more slowly heat can pass through it, and so the better it performs as an insulator.
The u-value is measured in W/m²K (Watts per square metre per Kelvin) the figure tells you how much energy is lost for every 1°C difference between the two sides of the material. Very broadly, the better (i.e. lower) the U-value of a buildings’ fabric, the less energy is required to maintain comfortable conditions inside the building. If you have a material with a poor u-value then you can generally improve it with insulation – broadly speaking the more insulation you put in the lower the u-value although it’s important to note that thermal bridging can ruin the performance of any installed insulation, make sure these are checked.
The second factor is air leakage, whether uncontrolled draughts or ventilation heat losses. Heating an insulated space may keep it warm but (and possibly more importantly) if the building leaks then the heat will be lost and the efficiency plummets. Too much air leakage and we lose our expensively heated air much faster than we need to, resulting in bigger heating bills and colder rooms. The circulation of fresh air to maintain good indoor air quality is essential, so the elimination of leaks coupled with controlled ventilation is one factor in determining an associated requirement within Building Regulations for a certain number of air changes per hour as houses get better insulated to reduce heat loss through the fabric then the heat lost through air leakage starts to become more significant.
How will I know when my new floor screed is dry and ready for tiling?
The most common technical enquiries encountered by screed contractors are, “What are the expected drying times?” and “When can my floor covering be installed?”.
The simple fact is that final covering (vinyl, tiles, wood panelling, carpet, cork, parquet etc) cannot be laid to perfection unless the screed on which it is laid has dried optimally.
In keeping with good workmanship and the specific standards governing the installation of floor screeds, the primary method of testing if the screed has fully dried to the required level is to conduct a simple moisture test.
One cannot stress enough the importance of this measurement, as a premature installation of the final floor covering will adversely affect the quality of the entire flooring project.
According to BS 5385-3:2014, screed drying time is approximately 1mm per day up to 40mm thickness in adequate temperatures and drying conditions (sample drying times are given in Table 1).
However, this can be greatly affected by actual conditions. This period should be increased for screeds thicker than 40mm and in poor drying conditions.
Good drying conditions should be provided as soon as the screed is laid. The screed should be protected from very rapid drying or draughts on the first day but, thereafter, atmospheric humidity should be low (ie not greater than 65% RH), and the air temperature should be adequate (eg 20°C) so that moisture can evaporate.
METHODS OF ASSESSMENT
There are several practical methods for assessing the moisture content in screeds.
• The BS 8203:2001+A 1 :2009 method for measuring the moisture condition of a base to receive a floor covering is to use an insulated impermeable box on top of the screed and measure the equilibrium relative humidity of the trapped air inside the box using an electronic probe, or hair hygrometer.
• The DIN 18560-4 method for measuring the moisture content of a base to receive a floor covering using a CM (carbide method) testing device.
• The moisture content of the screed may be determined by drying a sample of the screed in an oven. The sample is weighed before and after the oven drying to determine the weight loss as a percentage of the dry weight.
Moisture testing by hygrometer (RH): The British Standard for testing a base to receive a resilient floor covering is to use a hair hygrometer to the method defined in BS8203: 2001. This provides a non-destructive test method and will give results for relative humidity near to 75% (which is the usual required limit for floor finishes). Above this level of moisture, the hair hygrometer may not always provide a meaningful reading. For correct results, the BS 8023 method must be strictly adhered to, including the use of a correctly sized and insulated box sealed to the floor, a sufficiently long test for equilibrium to be reached and the use (where appropriate) of an impervious sheet around the instrument.
Moisture testing by CM tester (CM): The CM tester works according to the carbide method, using the destruction of calcium carbide in water. During this reaction, acetylene gas is formed which causes an increase in pressure in the vessel. From the measured pressure and the test portion of the material to be tested, the water content of the sample is read from a table or directly from the manometer. A representative sample should be taken from the dry screed floor. This should cover the whole thickness of the floor material. For parquet, the sample is taken from the lower to middle area of the screed. Before filling the vessel, the material must be crushed and slightly milled. The larger pieces of mineral aggregates should be removed. By shaking the vessel well, with the inclusion of steel balls, the desired final crushing will be achieved. Use 100g of crushed screed (depending on the type of CM tester).
For calcium sulphate-based floor screeds, the requirements are for a maximum of 1% moisture content for moisture-permeable floorings (eg carpets) and 0.5% moisture content for impermeable floorings (eg vinyl, ceramic and stone).
With cement-based floor screeds, the requirements are for a maximum of 2% moisture content for moisture-permeable floorings (eg carpets) and 2% moisture content for impermeable floorings (eg vinyl, ceramic and stone).
An electronic CM device is helpful to locate the highest moisture content location of the floor. The reading can then be confirmed by testing to the carbide method.
BS 5385-3: 2014 Wall and floor tiling – Part 3 states: The assessment of residual moisture levels, is the responsibility of the main contractor.
WHAT TO DO WHEN IT’S NOT DRY ENOUGH
When it’s not dry enough, there are steps you can take – either wait; force dry (calcium sulphate-based floor screeds only); or apply a surface DPM.
FORCED DRYING
Unlike cement-based screed, calcium sulphate screed can be forced-dried, by commissioning the underfloor heating system (if applicable) or by utilising a dehumidifier.
Commissioning Underfloor Heating:
• Five days after installation of the screed, the commissioning process starts with a water temperature (UFH manifold) of 25°C, which is maintained for three days. The water temperature is then raised to the maximum value (max 55°C) and kept at this level for at least four days.
• Allow for plenty of ventilation by opening windows on each side of the building. Please note: it is essential that the building receives sufficient air changes in order to achieve low air humidity (< 65% RH).
Utilising a dehumidifier:
• Five days after the installation of screed, introduce heat and utilise a dehumidifier with the correct capacity for the m³ area of the building. Use several dehumidifiers if required.
• Keep windows and doors closed to allow the dehumidifier to work efficiently.
• Continue with the above procedure until a moisture content of 0.5% (tiling/vinyl) or 1% (carpet) is achieved.
SURFACE DPM (MOISTURE SUPPRESSING MEMBRANE)
In general, surface-applied DPM systems do not stop the passage of moisture – they actually allow the passage of moisture from the screed to the floor finishes, but at a greatly reduced and controlled rate. It will always be best practice and economical to dry the screed rather than use a surface DPM. However, because of time constraints or site conditions, cement and calcium sulphate screeds can be covered with a surface DPM, providing certain criteria are met.
With calcium sulphate-based screeds, care must be taken regarding the amount of moisture trapped in the screed, as this will have an effect on the strength gain. Applying a moisture-suppressing surface DPM will effectively cap the strength of the screed. It should not, therefore, be applied until the screed has gained sufficient strength in order to install floor finishes. Without forced drying methods of the screed (as earlier), the screed should be at least four weeks’ cured before applying a surface DPM. Moisture content must be < 1.5% CM or 87% RH, tested as described.
We recommend the use of Merlin Barrier Coat as DPM which is suitable for use on both cement-based and calcium sulphate-based floor screeds. Merlin Barrier Coat has a successful track record using its surface DPM on cement and calcium sulphate screeds for many years.
From the handheld electronic to CM Professional kits, SMET has a range of German-made Gann moisture testing equipment and liquid Damp Proof Membrane available to purchase.
How should I lay floor screed in combination with UFH Under Floor Heating?
The design and installation of a screed floor is governed by the following standards which must be adhered to by flooring contractors thus ensuring trouble-free screed laying:
BS EN 13813 – ‘Screed material and floor screeds – Screed material – Properties and requirements’
BS 8204-1 – ‘Screeds, bases and in situ floorings. Concrete bases and cementitious levelling screeds to receive floorings – Code of practice’
BS 8204-7 – ‘Screeds, bases and in situ floorings. Pumpable self-smoothing screeds – Code of practice’
DIN 18560 – ‘Floor screeds in Building Construction’
The specification of a floor screed (by a contractor) will vary depending on the requirement for its load-bearing capacity, durability, surface levelling requirements, final floor covering, time-frame and consideration of environmental aspects.
Screed can be installed using three main methods: Bonded, Unbonded and Floating (heated or unheated) Screed Construction
Bonded screeds are described in BS 8204-1, BS 8204-7 or DIN 18560 Part 3. These are fully bonded to the base. The strength of a bonded screed depends on the type of use.
Unbonded screeds are described in BS 8204-1, BS 8204-7 or DIN 18560 Part 4. These screeds are laid on a separating layer i.e. not bonded to the base, as typically a DPM is placed under the screed. Specification of the screed thickness should take account of BS 8204-1, BS 8204-7 and DIN 18560 Part 1.
Floating Screeds to BS 8204-1, BS 8204-7 or DIN 18560 Part 2 an insulation layer is used to enable installation of thermal or acoustic insulation. The screed is laid on top of insulation to create a thermally efficient floor. Floating screeds are commonly used where underfloor heating systems are provided or thermal or acoustic insulation is required. The thickness is determined by the binder type, projected live loads and final floor finish.
Heated screed is a floating screed to BS 8204-1, BS 8204-7 or DIN 18560 Part 2 where the floating screed layer is installed over underfloor heating pipes. The screed serves to conduct the heat evenly across the floor surface, avoiding hot or cold spots. In order that heat propagates only in the required direction of the room to be heated or cooled, the elements are inserted above insulating panels.
BS 8204 Part 1 mainly applicable to Sand & Cement and fine concrete heated screed constructions
Heated levelling screeds are generally laid in conjunction with proprietary underfloor heating systems as floating screeds over thermal insulation. The heating pipes or cables should be secured in position; their installation details should be provided by the manufacturer of the heating system. Cementitious levelling screeds should be laid at the thicknesses recommended in 6.4.3c (75mm minimum or 65mm for domestic applications) unless otherwise specified by the manufacturer of the proprietary system.
BS 8204 Part 7 applicable to cementitious and calcium sulphate based self-smoothing heated screed constructions
The thickness of the screed should be as detailed in section 6.4 (40mm minimum for commercial and 35mm minimum for domestic applications) but also ensuring a minimum cover over the heating pipes or cables of 25 mm for a calcium sulphate based screed or 15 mm for a cement-based screed. Cement-based screeds should not be heated until they are cured and dried because of the increased risk of cracking.
DIN 18560 Part 2 Distinguishes between three heated screed constructions
For Construction A, the screed thicknesses determined using DIN 18560 Part 2, Tables 1–4 should be increased by the external diameter of the heating pipe. For flexural tensile strength class F4, the minimum pipe cover totals 45 mm for cementitious screeds and 40 mm for self-levelling calcium sulphate screeds where natural stone and ceramic coverings are installed.
Example: 1. Cementitious screed (CT-F4) t = 45 mm
Heating pipe dia = 15 mm ➥ 60 mm total screed thickness
Example 2: Self-levelling calcium sulphate screed (CT-F4) t = 40 mm
Heating pipe dia = 15 mm ➥ 55 mm total screed thickness
Avoiding failures in heated screeds
Historically, floor screed failures have regularly resulted from the interaction of heated screed constructions with a wide range of coverings. Failure by the contractor to check on residual moisture and consequent installation of coverings on an overly wet screed may have serious implications for the durability and longevity of the flooring. The maximum permissible residual moisture (measured using CM tester) is 2% for cementitious screeds and 0.5% for calcium sulphate screeds.
UFH Systems Commissioning Times
Apart from measuring the residual moisture in the substrate, the contractor should also examine the commissioning report for the floor heating system and inspect the screed for possible cracking. The commissioning procedure serves to check the performance of the floor heating system and screed. DIN 4725, Part 4 provides for the heating up of
cementitious screeds after 21 days
calcium sulphate screeds after 7 days
rapid-set screeds (e.g. Sopro Rapidur® B5) after 3 days
Rapid-Set Systems allow fast-track screed laying in conjunction with UFH
However, it’s inevitable the lengthy drying times required for traditional screeds are frequently at odds with tight construction programmes and deadlines. Depending on their coat thickness, standard cementitious screeds need between four and ten weeks to achieve the prescribed 2% CM residual moisture content. The drying process may be accelerated through the use of specially designed binder mixes suitable for the production of cement screeds.
Available from SMET, are new screed products such as Rapidur® B5 rapid-set screed binder and Rapidur® FE 678 self-levelling screed (ready-to-use dry mix), which can be used to produce screeds that dramatically reduce the time of drying. These allow early flooring installation complementing UFH systems while exhibiting all the properties of and delivering the same performance as standard cement screeds. See the comparison table below:
The use of these latest high-performance screed products mean tiles may be installed in as little as 24 hours (Sopro Rapidur® FE 678) or 3 days (Sopro Rapidur® B5) after screed laying. This has the result of speeding up the entire screed laying process, allowing quick access to follow-on trades.
If you are a flooring contractor and wish to discuss these ‘next generation’ screed solutions or you have got a job to lay in combination with UFH, fast-track or otherwise, call the screed specialists at SMET: contact: Smet Building Products Ltd, T: +44 (0) 28 3082 5970, info@smetbuildingproducts.com, www.smetbuildingproducts.com
What is Calcium Sulphate?
Calcium Sulphate or Calcium Sulfate is a common laboratory and industrial chemical. In the form of γ-anhydrite (the nearly anhydrous form), it is used as a desiccant. It is also used as a coagulant in products like tofu. In the natural state, unrefined calcium sulfate is a translucent, crystalline white rock. When sold as a color-indicating variant under the name Drierite, it appears blue or pink due to impregnation with cobalt chloride, which functions as a moisture indicator. The hemihydrate (CaSO4·~0.5H2O) is better known as plaster of Paris, while the dihydrate (CaSO4·2H2O) occurs naturally as gypsum. The anhydrous form occurs naturally as β-anhydrite. Depending on the method of calcination of calcium sulfate dihydrate, specific hemihydrates are sometimes distinguished: alpha-hemihydrate and beta-hemihydrate. They appear to differ only in crystal size. Alpha-hemihydrate crystals are more prismatic than beta-hemihydrate crystals and, when mixed with water, form a much stronger and harder superstructure.
Commercial production and recovery
The main sources of calcium sulphate are naturally occurring gypsum and anhydrite which occur at many locations worldwide as evaporites. These may be extracted by open-cast quarrying or by deep mining. World production of natural gypsum is around 127 million tonnes per annum.[8]
In addition to natural sources, calcium sulphate is produced as a by-product in a number of processes:
In flue-gas desulfurization, exhaust gases from fossil-fuel power stations and other processes (e.g. cement manufacture) are scrubbed to reduce their sulfur oxide content, by injecting finely ground limestone or lime. This produces an impure calcium sulfite, which oxidizes on storage to calcium sulphate.
In the production of phosphoric acid from phosphate rock, calcium phosphate is treated with sulfuric acid and calcium sulphate precipitates.
In the production of hydrogen fluoride, calcium fluoride is treated with sulfuric acid, precipitating calcium sulphate.
In the refining of zinc, solutions of zinc sulphate are treated with lime to co-precipitate heavy metals such as barium.
Calcium sulphate can also be recovered and re-used from scrap drywall at construction sites.
These precipitation processes tend to concentrate radioactive elements in the calcium sulphate product. This is particularly the case with the phosphate by-product since phosphate rocks naturally contain actinides.
Dehydration reactions
Heating gypsum to between 100 °C and 150 °C (302 °F) partially dehydrates the mineral by driving off approximately 75% of the water contained in its chemical structure. The temperature and time needed depend on ambient partial pressure of H2O. Temperatures as high as 170 °C are used in industrial calcination, but at these temperatures γ-anhydrite begins to form. The reaction for the partial dehydration is:
CaSO4·2H2O + heat → CaSO4·½H2O + 1½H2O (steam)
The partially dehydrated mineral is called calcium sulphate hemihydrate or calcined gypsum (commonly known as plaster of Paris) (CaSO4·nH2O), where n is in the range 0.5 to 0.8.[6]
The dehydration (specifically known as calcination) begins at approximately 80 °C (176 °F), although in dry air, some dehydration will take place already at 50 °C. The heat energy delivered to the gypsum at this time (the heat of hydration) tends to go into driving off water (as water vapor) rather than increasing the temperature of the mineral, which rises slowly until the water is gone, then increases more rapidly.
The endothermic property of this reaction is exploited by drywall to confer fire resistance to residential and other structures. In a fire, the structure behind a sheet of drywall will remain relatively cool as water is lost from the gypsum, thus preventing (or substantially retarding) damage to the framing (through combustion of wood members or loss of strength of steel at high temperatures) and consequent structural collapse. But at higher temperatures, calcium sulphate will release oxygen and act as an oxidizing agent. This property is used in aluminothermy.
In contrast to most minerals, which when rehydrated simply form liquid or semi-liquid pastes, or remain powdery, calcined gypsum has an unusual property: when mixed with water at normal (ambient) temperatures, it quickly reverts chemically to the preferred dihydrate form, while physically “setting” to form a rigid and relatively strong gypsum crystal lattice:
CaSO4·½H2O + 1½ H2O → CaSO4·2H2O
This reaction is exothermic and is responsible for the ease with which gypsum can be cast into various shapes including sheets (for drywall), sticks (for blackboard chalk), and molds (to immobilize broken bones, or for metal casting). Mixed with polymers, it has been used as a bone repair cement. Small amounts of calcined gypsum are added to earth to create strong structures directly from cast earth, an alternative to adobe (which loses its strength when wet). The conditions of dehydration can be changed to adjust the porosity of the hemihydrate, resulting in the so-called alpha and beta hemihydrates (which are more or less chemically identical).
On heating to 180 °C, the nearly water-free form, called γ-anhydrite (CaSO4·nH2O where n = 0 to 0.05) is produced. γ-Anhydrite reacts slowly with water to return to the dihydrate state, a property exploited in some commercial desiccants. On heating above 250 °C, the completely anhydrous form called β-anhydrite or “natural” anhydrite is formed. Natural anhydrite does not react with water, even over geological timescales, unless very finely ground.
Temperature dependence of the solubility of calcium sulphate (3 phases) in pure water.
The variable composition of the hemihydrate and γ-anhydrite, and their easy inter-conversion, is due to their possessing nearly identical crystal structures, containing “channels” that can accommodate.
What does CA and CT stand for?
Smet uses the following terms within the body of text in the webpages:
CT = Cementitious Screed
CA = Calcium Sulphate
MA = Magnesite Screed
AS = Mastic asphalt Screed
SR = Synthetic resin Screed
What is the difference between the terms alpha hemihydrate and hemihydrate
Hemihydrate gypsum has two forms: α and β, both of which are rhombic crystals, but their physical properties are different. α-type hemihydrate gypsum has good crystallinity and firmness. β-type hemihydrate gypsum is a flaky and cracked crystal with excellent crystals. Its specific surface area is much larger than that of α-type hemihydrate gypsum. When producing gypsum products, α-type semi-hydrated gypsum requires less water than β-type, and the products have higher compactness and strength.
Show me an demonstration of how you screed a floor?
Why should I use a self levelling (CA) screed for my UFH system?
Self-levelling calcium sulphate screeds (CA screeds) have long been heralded as superior in internal applications due to proven technical advantages.
CA screeds have minimum shrinkage and therefore do not curl; they fully encapsulate the underfloor heating pipes, have a high thermal conductivity and can be installed in significantly reduced thicknesses. This allows thicker insulation to be used under the screed resulting in better thermal insulating values or U-values. Consequently CA screeds gain heat rapidly and transport heat to the surface of the screed into the air, resulting in an efficient response to room temperature changes.
RESEARCH
Independent research carried out by MPA (Material-Prüf-Anstalt) in Stuttgart, Germany shows (Graph 1) that much higher surface temperatures are achievable in CA screeds than in conventional sand and cement screeds. It further shows, for example, a temperature of 30°C is reached much more quickly in SLCSS than in conventional sand and cement screeds at the same thickness and is even quicker at reduced thicknesses.
How does this demonstrate superior performance? After heating the various screeds for a time, a 35mm CA screeds reaches the highest temperature, while a 45mm conventional sand and cement screed remains at the lowest temperature.
Due to the higher temperatures gained in CA screeds it takes a similar time to cool the screeds down, even at reduced thicknesses. After three to four hours there is no difference in cooling down (Graph 2). It is apparent CA screeds gain heat quickly and heat to a much higher temperature at the surface. Also, because CA screeds can be used in much thinner applications (typical >40mm) than conventional sand and cement screeds (typical >60mm), thicker insulation can be utilised, which will further insulate the heated screed, allowing the screed to retain its heat for longer.
Therefore, CA screeds are more energy-efficient, responding quickly to changes in room temperatures. Traditional thick screeds cannot respond as efficiently to, for example, solar gain in the afternoon or when a fireplace is lit in the winter. This ineffective response (heating/cooling) often leads to a room being too hot or too cold, a problem eliminated by application of a superior self-levelling calcium sulphate screed.
Smet Building Products Ltd is Ireland’s leading specialist supplier of calcium sulphate binders for use in the manufacture of calcium sulphate flowing screeds. Screeds are available nationwide through Smet supported partners.
Graph 1
KEY:
F35 – 35mm self-levelling calcium sulphate screed
F45 – 45mm self-levelling calcium sulphate screed
K45 – 45mm conventional sand and cement screed
Source: MPA (Material-Prüf-Anstalt)
Graph 2 illustrates the cooling of various screeds after underfloor heating is switched off (running at a water temperature of 35°C or 45°C) and allowed to cool down.
Moisture Testing by CM Tester (CM)
The CM tester works according to the carbide method, using the destruction of calcium carbide in water. During this reaction, acetylene gas is formed which causes an increase in pressure in the vessel. From the measured pressure and the test portion of the material to be tested, the water content of the sample is read from a table or directly from the manometer.
• A representative sample has to be taken from the dry Südanit Calcium Sulphate Screed floor.
• This should cover the whole thickness of the floor material. For parquet, the sample is taken from the lower to middle area of the screed.
• Before filling the vessel, the material has to be crushed and slightly milled. The larger pieces of mineral aggregates should be removed. By shaking the vessel well with inclusion of steel balls, the desired final crushing will be achieved. Use 100g of crushed screed (depending on the type of CM tester).
• With Calcium Sulphate based Screeds, after 10 minutes, there may be a further increase of pressure. Disregard this, as it indicates chemically bound water.
The requirements are for a maximum of 1% water by weight for moisture-permeable floorings (e.g. carpets) and 0.5% water by weight for impermeable floorings (e.g. vinyl, ceramic and stone). An electronic CM device is helpful to locate the highest moisture content location of the floor. The reading can than be confirmed by testing to the carbide method.
Calcium Sulphate based (underlayment) screed; use Casufloor FS, Casufloor FS for further details.
Concrete or Sand & Cement based screed; Use Bauprotec BAM, Bauprotec BAM for further details.
Why do I need to prime or seal my floor before laying tiles?
Sealing Calcium Sulphate Screeds
Moisture Content – The screed should be dry. Unlike cement based materials which can remain strong even when wet, gypsum based materials gain strength by a process of crystallization and must be fully dry before covering.
Moisture content can be checked with a carbide bomb moisture meter, a reading of less than 0.5% moisture indicates the screed is dry. When checked by using a hair hygrometer, a reading of < 75% after 48 hours indicates the screed is dry. Apply 1 No. coat of primer mixed 1 : 5 with clean water, followed by a second coat (1:3 with clean water) when the first coat is touch dry (normally after 3-5 hours, or overnight depending on site conditions) by brush or suitable sprayer. Apply cement based tile adhesive or screed when second coat is dried tacky.
It is essential sufficient film formation is achieved in order to completely seal the substrate. Porous Calcium Sulphate Screed substrates may require three or more coats of primer in order to achieve sufficient film formation.
Application of the primer onto Calcium Sulphate Screed substrates >0.5% CM or insufficient film formation of the primer will lead to formation of ettringite, causing the cement based tile adhesive or screed to de-bond.
Can I use a PVA to seal my screed?
No, PVA primers are water-soluble, use an Acrylic or SBR based primer instead. (minimum of 2 no. coats when CA screed is < 0.5% CM)
What is the permissible departure allowed from datum?
According to the code of practice BS 8204-7, the maximum permissible departure of the level of the direct finished slab or levelling screed from a specified or agreed datum plane should be specified taking into account the area of the floor and its end-use. For large areas, for normal purposes, a departure of up to 15 mm from datum is generally considered to be satisfactory. Greater accuracy to datum can be necessary for small rooms, along the line of partition walls, in the vicinity of door openings and where specialized equipment is to be installed directly on the floor.
What are tolerances on level and surface regularity?
Class
Maximum permissible departure
from a 3m straight edge resting in
contact with the floor (BS 8204-7)
Application
SR1
3mm
High Standard
SR2
5mm
Normal Standard
SR3
10mm
Utility Standard
What would you recommend for Fast Track flooring
When time is of the essence… and the floor was needed yesterday… Many new build and renovation flooring projects demand fast turnarounds. From commercial and industrial projects where downtime must be minimised, to the self-builder or renovator, where homeowners simply want their floors completed as quickly as possible, allowing final floor covering.
Traditional screeds require a significant drying before the final floor covering can be installed, however, if this is not well planned for – it may well delay the completion of the entire project. SMET advises the use of Sopro Rapidur® B5 Rapid Drying Screed Binder, where floor completion is critical. The floor can be walked on in as little as 6 hours and floor tiles laid in as little as 3 days. The key to this product is not only its quick drying capabilities, but the fact it also achieves its full strength quickly, reaching 25 N/mm2 in 24 hours, unlike other quick-drying screeds which take the usual 28 days to achieve similar strength.
Joris Smet, Director of SMET says, ‘Made in Germany by our manufacturing partners, Sopro Rapidur® B5 Rapid Drying Screed Binder makes a lovely workable screed. It’s also got that all important long open-time and it finishes beautifully. Applicators tell us time and again how malleable it is compared to other regular rapid drying screed binders. It’s really got it all – being a special polymer-modified binder specifically for use in rapid-set cement screeds, it allows early flooring installation to DIN 18 560 and BS 8204-1, and uniquely, it is particularly suitable for use with UFH. The screed is easily laid to falls, and – the holy grail of rapid drying screeds – it’s pumpable’. For fast-track or tightly scheduled screed laying
Sopro Rapidur® B5 Rapid Drying Screed Binder is suitable for use on heated screeds, bonded screeds, unbonded screeds, screeds laid on insulation layer and for floating screeds. Trained Smet Supported Partners site mix the Rapidur® B5 binder with 0–8 mm gravel sand, producing particularly economical high-strength, rapid-set cement screeds. It’s also suitable for producing grade CT-C60-F7 cement screeds to BS EN 13813, and depending on aggregate quality and mixing ratio (sand : Rapidur® B5 : water), higher-grade screeds can also be produced.
Placed screeds incorporating Sopro Rapidur® B5 are ready for tiling after approx. 3 days and ready to receive natural stone finish after approx. 5 days. The max. moisture content of ≤ CM 2.0 % must be confirmed by a required CM moisture measurement prior to flooring installation. Particularly impervious floor coverings, e.g. linoleum, PVC etc. should be laid at the earliest after 5 days or after achievement of moisture content ≤ 2.0% CM (for unheated screeds) /≤ 1.8% CM (for heated screeds).Main benefits of Sopro Rapidur® B5:
Ready to receive floor covering: after approx. 3 days for subsequent tiling, after achievement of moisture content ≤ 1.8 % CM for particularly impervious floor coverings, e.g. linoleum, PVC etc. and wood or parquet flooring
For indoor and outdoor use
Working life: approx. 2 hours
Walkable: after 6 –10 hours
Suitable for floor heating systems (UFH)
Pumpable
Good Workability
Tested to CT-C60-F7 DIN EN 13813
CT-C25-F4 after 1 day CT-C40-F6 after 3 days CT-C50-F7 after 5 days CT-C60-F7 after 28 days*
Low-chromate to Regulation 1907/2006/EC, Annex XVII.Germany’s tried and tested Sopro Rapid Drying Screed Binder
Rapidur® B5 has been regularly used in Ireland and the UK for prestigious jobs, were the repair, renovation and tight turnaround of the floor was paramount. In production facilities such as Cadbury‘s Factory and Batchelor’s Factory in Dublin, the quick-drying action of Rapidur® B5 minimised the time the area was out of action, thus quicker to resume production, warehousing and use of valuable industrial space. In the hospital environment, St James‘ Hospital, Our Lady of Lourdes and Letterkenny Hospital, benefited from the new floor’s early high-strength and rapid drying capabilities. Queen’s University Belfast‘s new School of Law extension is currently gaining momentum with the use of B5 smoothing out the extensive floor in this large renovation. Public buildings such as the Soloist in Belfast, community centres and local historical buildings have also benefited vastly from Rapidur® B5 fast-track flooring installation under tight schedules. Indeed, if your project is in a supreme hurry, SMET have a further fast track flooring solutions available, where tiling is possible even after just 24 hours, and walkable after three.
Joris tells us, ’Developed by Sopro in one of Germany’s most advanced industrial chemical laboratories, Rapidur® B5 has been used in many high profile projects in Germany and further afield. One such recent project was the extensive renovation measures carried out at Frankfurt Central Station. This included the repair and regeneration of 6,000 m² of public platforms. The challenge here as you can imagine was restoration, while still operating the trains and keeping access to public open at all times. The contractor had only days to complete the sections, however by using the complete fast track flooring system from Sopro Bauchemie – from the floor to the grouts – with all products capable of rapid strength development, rapid drying and high compressive strength – the demands of the project were fully met. Again the key drivers for selection of Rapidur® B5 are the long open time – the mortar is workable for max. two hours. Plus, the speed of early very high strength (up to CT-C60-F7) development and it‘s suitability for through-ways with high and early traffic loads.‘
For more information on this or any other fast-track flooring solution or to speak to the floor screed guru, contact: Smet Building Products Ltd, 93A Belfast Road Newry, BT34 1QH | T: +44 (0) 28 3082 5970, F: +44 (0) 28 3025 2777, info@smetbuildingproducts.com or www.smetbuildingproducts.com
* Values are for mixing ratio of 1: 4 or 25 kg Sopro Rapidur® B5: 100 kg (0–8 mm) screed sand and 10 ltr water (available test certificate to DIN EN 13813 issued by Technische Universität München)
How do I lay large format tiles?
An immense selection of large-format covering materials are now available on the market, with wide variations in size and, particularly, thickness.
The largest units are now available up to 3m² in area, while the thinnest is a mere 3.5mm thick. The associated installation issues extend far beyond questions such as where such tiles can be installed – on walls or floors – to problems of on-site handling.
These issues have been extensively debated among experts. Some of these subjects are addressed by the new ZDB (Federation of the German Construction Industry) technical guidance paper ‘Reliable Laying of Large-Format Coverings.
The first failures, e.g. through voids/hollows below the covering and fractures, have also been recorded. Smet Building Products Ltd, together with the company’s manufacturing partner, Sopro Bauchemie GmbH, has responded to the latest trends by offering specialist tile laying products and systems.
IMPORTANT
What are the implications of large-format coverings for clients, designers and applicators? Are they merely an additional source of risk or do they offer a real opportunity for successful specialists?
We believe, given due attention to a number of important points and the right choice of product, that the latter is true! Yet the entire project team must be open to new ideas. A re-think is needed in terms of design, pricing and site operations. This is crucial to the success of all contracts involving the installation of large-format coverings.
The specific procedure for the works should be as follows – once the covering material is selected, this should first be checked for squareness, dimensional stability and possible deformation. Any warp in the units will make them unsuitable for installation in a half- or third-bond arrangement.
What are the implications of large-format coverings for clients, designers and applicators?
The client should be given clear advice with regard to the feasibility of a particular layout pattern. To gain a clearer picture, it may be advantageous to lay out the tiles in the desired arrangement and assess their visual impact when exposed to grazing light. It is also important to obtain information from the ceramics manufacturer on whether the specified material is approved for the projected location (possible traffic loads, etc). Indeed, very thin units and very large formats are subject to various constraints in this regard.
In terms of handling, a number of factors warrant consideration. For instance, to prevent the breakage of large-format covering materials during installation, the applicator has to handle with care. Suitable equipment is also required on site.
The following should always be provided – a large table for cutting and measuring, glass cutter, core bits for penetrations, a line or wire to cut through the adhesive bed of a ready laid tile in case this needs to be removed and suction cups.
When pricing works to install large-format coverings, applicators should bear in mind that the existing substrate is likely to require an additional levelling coat. This means that – even where the foregoing works comply with the enhanced requirements to BS 8204 regarding permissible tolerances on level and surface regularity – the constructed substrate may still not allow immediate installation of a large-format covering, think about residual moisture content and type of substrate.
The use of suitable low stress, rapid-set, self-levelling compounds, offers the ideal solution for creating a plane, gradient-free floor surface. We also supply suitable levelling mortars with trass, lightweight levelling mortars, which are recommended for evening out wall surfaces or substrates laid to falls.
When installing floor coverings, tile layers may encounter various types of screed. It is essential to check any floor screed or substrate for its residual moisture before the installation of tiles. This involves the use of a CM tester. The permissible residual moisture for cement-based screed is 2% and for calcium sulphate screeds (anhydrite or alpha hemihydrate) 0.5%-1.0% (unheated) or 0.3%-0.5% (heated) depending on which adhesives and primers are selected.
STRENGTH
Other factors that require measurement and analysis in determining the suitability of a substrate for large-format tile finishes include surface strength, bay size and movement joint design. Tiles smaller than 0.5m² can be laid on calcium sulphate screeds using Smet’s appropriate tiling system.
Particular caution is required where large-format units > 0.5m² are laid on calcium sulphate screeds. CA screeds may lose strength when exposed to moisture migration from normal-setting mortars. Any thermal movement may then bring about void formation. Large format units, normally of fully vitrified stoneware, are usually laid with very narrow joints and the relatively small joint area slows down the escape from the building fabric of the surplus water in the bedding adhesive. This results in the problems described above.
A new technical and budgetary approach is therefore needed for coverings with units larger than 0.5m². This is because calcium sulphate screeds that are to receive such finishes require pre-treatment with a water-free, reaction resin-based primer or adhesive with high crystalline water-binding capacity.
All other absorbent substrates should be pre-treated with a primer and all non-absorbent substrates with a special bonding primer. Provided the surfaces have been properly levelled and primed as described above, there should be nothing to prevent the successful installation of large-format coverings. As a general rule, a butter coat should be applied to the rear face of large-format units using the bedding adhesive. The coarser the texture of the tile‘s rear face, the more important this step is! Failure to perform this operation encourages air entrapment and void formation, with damage and failures as a later consequence.
It should also be noted that the latest generation of large-format ceramic units cannot be laid using the thick-bed method. A clear-cut specification of the substrate (screed), including compressive and tensile strengths, is, therefore, a prerequisite for the successful installation of these units with the thin-bed method. On surfaces subject to wide temperature fluctuations, the bay sizes for screeds and rigid coverings should be smaller than normal. To accommodate the tolerances of large-format coverings, and thereby ensure a neat and satisfying appearance, a minimum joint width of 3mm should be adopted. Joints should be finished using our special grouts.
The Smet Professional Tiling Systems range of quality products are backed up with the expertise of a technical advisor. At Smet, we are site focused, providing you with industry specialists who will be with you on-site to carry out moisture tests, provide training and support as well as demonstrate the Professional Tiling Systems materials. Contact SMET® for your Professional Tiling System needs, we don’t believe in ‘sell and forget’ – our policy is to continue to monitor the scheme to ensure a first-class finish.
What is LiteFlo?
The construction industry is often thought of as slow to respond to changes, however, the development of self levelling floor screed quickly gained acceptance for its speed of laying, fast drying, ease of labour and, that holy grail of building – a level surface.
Concrete floors are heavy though, and the self levelling screeds currently available often require a correspondingly robust structure to support them. The development of innovative SMET LiteFlo® Lightweight Flowing Floor Screed, a new Alpha Hemihydrate screed from SMET changes that. LiteFlo® is made from specially selected aggregates, which make it 30% lighter than conventional calcium sulphate flowing screeds and 70% lighter than traditional sand & cement or concrete. The significant reduction in weight, combined with excellent pumpability makes LiteFlo® ideal for timber frame builds, suspended timber floors, high-rise towers, apartments, and multi-story buildings.
Calcium sulphate based LiteFlo® is really unique in the industry, offering a plethora of benefits over traditional lightweight screeds. Traditionally, lightweight screed is exclusively available in a semi-dry application format; whereas LiteFlo® is pump-applied – and it’s this ‘pumpability’ – combined with excellent flowability which makes this lightweight screed particularly unique. LiteFlo® has literally brought the industry up off its knees, making it possible, for the first time, to pump apply lightweight screed in large volumes without the need for additional levelling compounds after application.
Smet Building Products Ltd, based in UK, is dedicated to delivering the leading names in flooring compounds. The company’s strength is in delivering a comprehensive range of innovative high-quality calcium sulphate and cement-based self levelling floor screeds, compounds & binders, for the manufacture of screed flooring, supported by exceptional technical and customer service.
Coverage: 1 no. 27kg bag of LiteFlo® will cover 1 m2 @ 25mm thickness. (1.08 kg/mm/m2)
Benefits of SMET LiteFlo® Lightweight Flowing Floor Screed
Pumpable – first of its kind available.
Coverage: 1 no. 27kg bag of LiteFlo® will cover 1 m2 @ 25mm thickness. (1.08 kg/mm/m2)
Lightweight – high yield, 43kg per m2 at 40mm thickness.
30% weight-reductioncompared to standard calcium sulphate screeds.
70% weight reduction compared to traditional sand and cement.
Absolutely ideal for application in high-rise buildings, over timber-suspended floors, timber-frame houses and in new builds and renovations.
Smooth laitance-free finish.
For application at thicknesses of between 20 and 70mm.
Sustainable – as this calcium Sulphate binder naturally embodies less carbon than a cement-based binder.
German-made.
CE EN 13813: 2002
To discuss the benefits of LiteFlo®, sales representatives from Smet Building Products Ltd can be contacted on +44 (0) 28 3082 5970 or via email on info@smetbuildingproducts.com. Additional information and LiteFlo® technical data sheets can be viewed online at www.smetbuildingproducts.com
How can express joints in Calcium Sulphate screeds be bridged?
Cracks and express joints must be closed prior to the installation of the new floor covering. While express joints have been deliberately made in the surface, cracks represent damages that may have different causes. In order to avoid the joints and cracks showing through the floor, they must be closed. Combining UZIN NC 118 rapid repair and UZIN RR 203 crack bridge is a proven system and suitable for repairing both.
How do I waterproof/tank my shower or wetroom before it is tiled and grouted to ensure it offers full protection?
“It is a common misconception that once a substrate is tiled and grouted, it offers full protection.”
UK and Ireland building regulations require structures and building elements to be designed and constructed in such a way as to prevent damage or unreasonable nuisance due to water or moisture migration.
From the initial design, provision should be made for suitable waterproofing/tanking and damp-proofing measures and this includes avoiding the common misconception that once a substrate is tiled and grouted, it offers full protection against leaks and moisture transfer.
All grouts are classed as water-permeable and are therefore no substitute for mandatory waterproofing.
FUNDAMENTALS OF TANKING
Composite waterproofing systems (membrane plus tile finish) have proved themselves in practice over many decades and are described in BS 5385-4 Design and Installation of Ceramic and Mosaic Tiling in Specific Conditions – Code of Practice.
However, the standard is stringently governed in Germany in Standard DIN 18 534 Waterproofing for indoor applications and covers the following materials to DIN 18 534-3:
Polymer dispersions (DM)
Crack-bridging mineral sealing slurries (CM)
Reaction resins (RM)
It comprises the following parts:
Part 1: Requirements and principles for design and execution.
Part 2: Waterproofing with waterproofing materials in sheet form.
Part 3: Waterproofing with liquid-applied waterproofing materials.
Part 4: Waterproofing with mastic asphalt
Part 5: Waterproofing with waterproofing materials in sheet form in conjunction with tiles.
Part 6: Waterproofing with waterproofing materials in panel-shaped form.
Of key importance for the tiling trade is the fact that composite membrane and tile assemblies – through their inclusion in the new family of standards (DIN 18 534 Part 3) – will achieve the status of an officially standardised waterproofing system.
AVOIDING FAILURES
To avoid failures in the waterproofing system you must ensure:
• All membrane substrates (renders etc.) must be air-dry and meet various criteria. Floating or unbonded screeds for subsequent tiling should fulfil these residual moisture requirements: cementitious screeds ≤ 2.0 %; calcium sulphate screeds ≤ 0.5 % or 75% RH measured to BS 8203. These values should be determined using a (standard) CM tester or Hygro Hood and documented. Any incorporated floor heating systems should normally undergo the commissioning procedure to DIN 4725 “Hot-water floor heating systems”, with a record taken of the results prior to waterproofing and flooring installation.
• Suitable levelling of the substrate must be achieved prior to waterproofing, i.e. the relevant wall and floor surfaces must be provided with all necessary levelling and filler coats, falls etc necessary for the thin-bed laying of tiles after waterproofing.
• A system-compatible sealing tape is incorporated in the membranes at movement joints. During subsequent installation of the tile covering, these joints are not rigidly grouted but normally sealed with a silicone product.
• In areas of moderate exposure, incorporation of a waterproof membrane is required behind tile coverings and below bath or shower trays, particularly where moisture-sensitive substrates are present to protect the structure against moisture penetration.
BATHS AND SHOWERS
The installation of waterproof membranes below bathtubs and shower trays is a perennial source of debate on building sites due to the difficulty, in some cases, of coordinating the works of the various trades in order to meet this requirement. “The application of a sealant between the bath/shower tray and the wall does not constitute a waterproof barrier.” “The screed and waterproof membrane shall be installed prior to the bathtub or shower tray and carried below this element.”
DIN 18 534 – Areas below and behind bathtubs and shower trays shall be protected against water action!
Solution 1: Connection of bathtub/ shower tray edge to membrane, e.g. with bathtub sealing tape.
Solution 2: Continuation of membrane below and behind bathtub/shower tray.
If the installation of a waterproof membrane is planned below/behind bathtubs and shower trays, then only the pipes serving the relevant bathtubs/trays may be carried through this space. The penetrations for these pipes must be designed such as to ensure reliable connection of the membrane.
If no effective protection against splashing is provided (e.g. only a glass pane), the entire bathroom floor is classed as a high-exposure area (W2-I). This means that no moisture-sensitive (gypsum-bearing) materials can be incorporated in the floor and that flexible, cementitious sealing slurries are the minimum requirement for the membrane.
If effective protection against splashing is provided, then a calcium sulphate screed may be laid outside the shower area (W1-I). The same applies where provision is made for an additional floor drain (e.g. below the washbasin) that is not strictly intended for regular use (W1-I).
A comprehensive range of tanking and waterproofing materials and technical advice is available from the experts at SMET.
What breathable plaster system would you recommend for my Passive house construction?
Choosing the right internal plaster can help improve indoor comfort in new buildings
Joris Smet, Director of Smet Building Product Ltd tells how choosing the right internal plaster can help improve indoor comfort in new buildings. Europeans spend at least 90% of their time indoors, and it’s well-known that indoor air quality has a major influence on the health, the comfort and well-being of building occupants. For example, much has been written on how poor indoor air quality can been linked to Sick Building Syndrome, reduced productivity in offices and impaired learning in schools. We construct buildings ‘primarily as shelter from weather, providing us with security, living space, and privacy, for storage, and to live and work in comfort’.
As a result of the regulations for improved energy efficiency in new buildings as set by The Building Regulations 2010, the growth in Passive House buildings, and increased interest in healthier, more comfortable and ‘greener’ living environments, the variety of ‘breathable’ internal building components such as; insulation, render, plaster and paint has grown. The rise and popularity of these type of products helps ensure the critical air-tightness – highly desired in the new building – is not hampered by poor water vapour permeability, leading to an unhealthy, or uncomfortable internal environment.
Thus, we need more effective solutions in building materials that can help maximise this internal comfort of our new buildings, while promoting ultimate energy efficiency, simultaneously trying to encourage an exchange of outside and inside air – and doing it all in a sustainable way.
Complements the Passive House standard
It’s widely known that internal wet wall plasters contribute to achieving airtightness. What is less well known is that choosing the right plaster can not only provide airtightness but can also can play a major role in improving internal environmental comfort by ensuring constant hygrometric exchange between the substrate and the environment. Smet Building Products Ltd, the agents for leading German manufacturer CASEA, introduces the latest in internal moisture regulating plasters: CASEA Casucalc Klima – Internal Base Coat Plaster and CASEA Klimafeinputz KFP – Breathable Fine Finishing Plaster.
Klimafeinputz KFP – Breathable Fine Finishing Plaster is unique in that rather than being a pure cement or pure gypsum-based plaster – it combines the properties of gypsum, lime and clay. The product’s special composition, consisting of clay, fine white lime, fractional sands, marble powder and CASUL® white pigment, allows the product to breathe and provides high level of protection against micro-organism/mould growth – without the use of chemical additives.
Sourced naturally and ecologically, the components of lime and clay combine for excellent technical properties; offering moisture absorption, moisture regulation, strength and protection against micro-organism growth.
Klimafeinputz KFP – Breathable Fine Finishing Plaster permits constant hygrometric exchange between the substrate and the environment. It regulates the moisture in the air – it’s highly breathable, therefore, contributing to humidity regulation – it works by absorbing moisture quickly and also by releasing it quickly. Similarly, due to its natural chemical composition, it’s particularly alkaline – naturally preventing any mould growth, a property particularly important in the airtight envelopes of the newly built Passive homes.
Promoting high levels of comfort and improving building health
The plaster is extremely versatile and can be applied onto all common base coats such as; lime-cement, cement, gypsum, gypsum-lime, gypsum lime-clay and clay plastering renders, as well as onto plasterboards. The addition of CASUL® white pigment means the dried finished plaster has a very bright white colour – which is excellent news as painting is not mandatory, however if a colour finish is required, and in order to facilitate maximum breathability when painting – use compatible silicate, lime or clay based paints.
CASEA Klimafeinputz KFP is a factory produced special white, mineral fine plaster CS I – according to EN 998-1 suitable for indoor use. It’s pre-mixed and supplied in ready to use 25kg buckets with a smooth finish. The addition of the natural binders allows a long open time, ensuring the perfect finish is achieved.
Technically, it has an excellent bond to virtually any mineral substrate – therefore proving particularly suitable for new builds. It’s very versatile for walls constructed out of low, medium and high density blockwork and any other masonry substrate. As a finish Skim Coat, it’s ideal for final finishing of CASEA Casucalc Klima basecoat and CASEA Bauprotec renders and plasters where a smooth finish is required. Being a strong plaster, it can be used in kitchens and bathrooms where tiling is required.
The special features dramatically improve the indoor living environment and are active throughout the lifetime of the plaster surface. For use in kitchens, living rooms, student accommodation, hotels, conference facilities, sports facilities – or anywhere where a comfortable indoor ambience is required.
Benefits of CASEA Casucalc Klima and Klimafeinputz KFP:
“The unique properties of CASEA Klimafeinputz KFP, with the ability to regulate and absorb moisture allows the substrate to breathe, protects against micro-organism growth and permits constant hygrometric exchange between the substrate and the environment – promoting high levels of living comfort and improving building health’. Joris Smet, Director of Smet Building Products Ltd
What is Natural Hydraulic Lime?
Whether the job is restoration, conservation, or a new build, the advantages of using NHL-based mortars over cement-based mortars have become apparent from decades of experience and research:
Sustainability
The manufacture of limes or natural hydraulic limes (NHLs) consumes less energy and produces less greenhouse gases than of Portland cement per unit weight.
Significant efforts are continually being made by binder producers to reduce their energy consumption – and, more recently, their carbon dioxide emissions – by switching from hydrocarbons to other fuels and by improving their production processes. The total energy content per tonne of lime-based mortar has the potential to be between 75 and 90 % of that for cement-based mortars.
Over a period of years of exposure to the atmosphere, lime-based mortars absorb most or all of the carbon dioxide that was driven off during their high-temperature manufacturing process – known as calcination i.e. re-carbonate; by contrast, cement-based mortars do not normally fully re-carbonate.
Masonry laid using lime-based mortar has lower bond strength than cement-based mortars so the mortar can be cleaned off the bricks easily – allowing them to be reused.
Design
Walls have improved ‘breathability’ to water and water vapour which reduces the likelihood of frost failure of the unit materials and improves the internal living environment.
Walls built with lime-based mortars have more tolerance to movement caused by thermal and moisture action.
Movement within masonry walls built with lime-based mortars can be accommodated in the individual bed joints between the masonry units, reducing the need for vertical movement joints.
Lime-based mortars are capable of self-healing microscopic cracks by plastic flow and diffusion.
Lime-based mortars are less susceptible to sulphate attack and provide consistently high-quality results.
New build
Lime-based mortars can be used in all aspects of new build construction but have gained most acceptance in the construction of masonry walls.
Refurbishment, Conservation and Repair
Some aspects of refurbishment can be considered as conservation, for example, the matching of repair and replacement mortars to those already in the building, but they may also provide opportunities for using lime-based mortars in the construction of extensions or rebuilding of structures as part of the refurbishment.
This is the area of construction with the longest history of use as it includes the conservation and restoration of historic buildings. In this application, it is important to establish the composition of the original mortar – both the binder and the aggregate – and to attempt to match the new mortar to the original provided that there is no evidence that the original mortar has been detrimental to the masonry. Based on De Vekey, 2005, www.nhbcfoundation.org
How we deliver with EPDs available for a diverse range of building materials.
Sustainable construction trends have driven the demand for environmental product declarations (EPDs) for building products. In many building certification systems, the criteria for evaluating sustainability include a standardised, systematic life-cycle assessment (LCA), which – as the name suggests – covers a building’s entire lifespan. The data used in these assessments are based on EPDs prepared in accordance with international standards ISO 14025 and EN 15804. EPDs contain statements on energy and resource use as well as the extent to which a product contributes to the greenhouse effect, acidification, eutrophication, destruction of the ozone layer and smog formation. They also include details of the technical properties needed to assess the performance of a particular product in the building, e.g., in terms of service life or impact on indoor air quality.
The ability to Assess Life Cycle Impacts
Environmental Product Declarations (EPD) are a standardised way of providing data about the environmental impacts of a product through the product life cycle. In Europe, they must conform to the European Standard, EN 15804, which ensures that EPD for construction products use a common methodology, report a common set of environmental indicators, and have a common reporting format. This means that EPD can be integrated into building-level assessment and used to compare construction products in a building context. EPD including all life cycle stages is known as “cradle to grave” EPD. EPD can also show the potential benefits of any reuse, recovery, or recycling after end of life in Module D. These modules and stages are standardised across products and building-level environmental assessment (using EN 15978, another of the CEN/TC 350 suite of standards for sustainable construction) so that EPD data can be easily used at building level to assess the life cycle impacts.
Sources of impacts
Remember a product with an EPD is not automatically a product with low environmental impact – the EPD only provides the environmental information about the product which allows you to discover this by comparing it to other products at the building level. However, in obtaining an EPD, the manufacturer will receive an EPD Project Report which explains the sources of impacts through the life cycle, which will allow them to consider how they might best reduce them. Most importantly for designers and specifiers, EPDs have a major role to play in enabling better product choices in delivering lower carbon buildings.
Calcium Sulphate flowing screed EPD | SMET
Why do we host with EPD Ireland?
The IGBC (Irish Green Building Council) developed the EPD Ireland programme. This allows Irish producers to create an Environmental Product Declaration for their product, using Product Category Rules (PCR) for Ireland and have it verified and published on the platform. EPD Ireland also allows manufacturers to upload EPD from other programme operators on its website as is the case above. EPD Ireland is a member of Eco Platform, the organisation of European EPD programme operators which ensures the quality of the programme and maximises harmonisation of EPD programmes across Europe. All the declarations published under EPD Ireland programme are available in digital format (XML and CSV) on the EPD Ireland’s website and on ECO Platform’s ECO Portal. This ensures that the Environmental Product Declarations are made visible to specifiers across Europe and data is ready to use on Building level LCA software.
In 2018, the IGBC also launched the EPD Campaign. This campaign asks specifiers of construction products to demand Environmental Product Declarations and prefer products with EPD where possible within procurement restrictions. The commitment is for all those in the value chain who can influence the specification of products in buildings: investors, developers, home builders, local authorities, engineers, architects, contractors, and consultants. Likewise, the IGBC has recently developed Carbon Designer Ireland, a free early-stage whole-life cycle carbon assessment tool for Ireland where you can find all the data, tools, information you need to carry out IS EN15978 compliant whole life carbon assessment of buildings in Ireland. They also offer training courses for professionals to learn how to quantify carbon emissions associated with their building designs.
“We are seeing real growth in interest in EPD within our cross-sector membership and wider network. We aim to announce new partnerships with two major EPD providers in early 2022 which we hope will make the EPD process more manageable for SME members and increase the amount of EPD available for construction products.” – Richard Broad, Projects & Communications Manager, ASBP
We are delighted to announce in cooperation with our Smet Supported Partner, baseTherm®, we have published an EPD under the IGBC’s EPD Ireland programme, for baseTherm® Ltd.
BIM stands for ‘Building Information Modelling’ or a ‘Building Information Model’. It is a rich digital model of a physical building. That model can be used by the design team to design the building, the construction team to model the construction of the building, and then by the building owner to manage the facility, throughout its life.
The award-winning NBS National BIM Library is the UK primary source of free-to-use Building Information Modelling (BIM) content. It contains thousands of generic and proprietary BIM objects authored to the trusted NBS standard, all of which are data rich and are integrated with the world-leading NBS specification software. The comprehensive collection of BIM objects span all major building fabric systems for walls, ceilings, roofs and floors. The SMET comprehensive collection of BIM objects are available from The National BIM Library and span all major building systems for concrete, bedding & underlay, plasters & renders, mortars & grouts, EWI and adhesives.
As true innovators, SMET was the first company in Ireland’s construction industry sector to partner with the NBS National BIM Library. Businesses adopting BIM will have a key advantage when contracts are being agreed upon, leaving non-adopters suffering. The UK government has endorsed BIM whereby all new government-sponsored construction projects must use BIM from 2016. This will ensure Smet Building Products Ltd remains at the forefront of innovation, streamlining and efficiency improvements in the construction industry.
What is Render?
Render is a uniquely versatile material that can be used to coat virtually any building; creating new buildings, remodelling existing buildings and creating fine detailing to tight budgets. Like any material that must withstand and repel the elements, its correct production and application are vital if it is to have longevity. Essentially all modern renders are a composition of four elements; sand, cement, water and the additives which make the products perform. When combined in the correct quantities, these elements produce excellent rendering results. If the ratios are not combined correctly, the materials will not perform. Too much cement means the render hardens too quickly or develops too densely; too much lime additive means it will cure too slowly or develops without strength.
Renders from Smet Building Products Ltd are produced in modern batching plants and state-of-the-art factory environments which ensures that raw materials are quality assured and the formulations are accurate every time. Supplied pre-blended to site, all that is required from the applicator is the addition of the correct quantity of clean water, thus creating a render to exceed expectations in application and performance.
All renders adhere to the substrate by a combination of mechanical key and suction. To determine the suitability of a render to a particular substrate or background, a close examination of the density of the substrate is required. All building systems have varying densities, i.e. engineered brick or block have a high density, Poroton blocks have a low density. Choosing the correct render for the different systems is vitally important. From the substrate out to the surface, densities occur from dense to less dense, or from strong to less strong.
Although traditional renders are usually a build-up of several coats to achieve the correct steps in density, protection levels and aesthetic finish, modern manufacturing techniques now enable the production of single coat renders; achieving the same goals in a fraction of the time with consistent results.
Product can be spray applied by machine, speeding up the process dramatically compared to the traditional hand-applied method. Single coat renders, otherwise known as monocouche or monocapa (depending on their European origin), can be ‘through-coloured’ and are available in a range of colours; or lime-cement based, which need a paint or synthetic decorative textured coating. Each render enables the creation of a truly stunning façade finish.
SMET supplies a wide variety of Professional Render Systems designed for all building systems including, traditional concrete block, brick, Poroton building systems, Insulated Concrete Formwork (ICF), timber frame building systems, retrofit, historic restoration and conservation builds.
The SMET Professional Render Systems are currently utilised on a wide range of projects across the country. The Lidl façade system of application onto Poroton single leaf block, in a vast number of new store builds, extensions and refurbishments, have been rendered using German made CASEA Bauprotec 850 M Lightweight Lime Cement Render. Produced to EN 998-1: 2003, renders such as these are machine applied by SMET Supported Partners. The renders used are selected for their special properties, i.e. light weight, low density, low thermal conductivity, high yield and SMET’s superior technical back up in delivering CASEA’s high quality products.
Through-coloured, low maintenance, Onexit Universal Render was selected as the façade solution for many new developments, retrofit and refurbishment projects across the nation, such as Delgany Village in Co Wicklow, the Airfield Project in Dundrum, the Aughrim GAA Clubhouse in Wicklow and Our Lady’s Hospital in Crumlin. SMET Supported Partners applied the single coat, high quality, weather resistant render, produced to EN 998-1 2003, by machine application.
Onexit Universal’s Render properties, such as low maintenance, through-coloured, high yield, along with the superior technical support from SMET, were the key drivers in selecting this Universal Render System.
Pre-mixed NHL Plasters and Renders are becoming increasingly commonplace, allowing traditional materials to be applied with modern techniques. Spray applied CASEA Bauprocalc KAP 830 was specially selected as the façade solution for numerous renovation projects, such as the Valhalla Project in Dublin, and many old farm houses and town houses across the nation. The product’s unique properties such as, high water vapour permeability (breathability), sustainability, and the special composition which allows constant hygrometric exchange between the substrate and the environment, were key drivers in the selection of this façade Render System. CASEA Bauproclac KAP 830 is a factory produced Natural Hydraulic Lime Plaster specially designed for hand and machine application produced to DIN EN 998-1: 2003. The product is extremely versatile, being suitable for use in external rendering and internal plastering.
baseTherm® Floor Insulation System is a pumpable, light-weight thermal and insulating screed mortar consisting of EPS beads, fast-drying cement, and Isostay proprietary additive mixed on-site using a purpose-built Mobile Floor Insulation Factory to meet the requirements of I.S. EN 16025-1 and I.S. EN 16025-2.
baseTherm® has been developed using IsoStar and Enginy-certified technology, which has been on the market in Western Europe since 2012, along with our EPS bead manufacturing partner Kore System, based in Co. Cavan.
The product is used as a thermally insulating, non-structural, bound expanding polystyrene (BEPS) system, which contributes to the thermal and acoustic performance of floors in new or existing buildings.
baseTherm® is suitable for internal application to ground-supported and suspended floors in existing and new domestic and non-domestic building applications. The system is available in four grades, baseTherm® Low Lambda,baseTherm® 150, baseTherm® 200, and baseTherm® 250, depending on thermal performance and loading requirements.
We use cookies to optimize our website and our service.
Functional cookies
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.




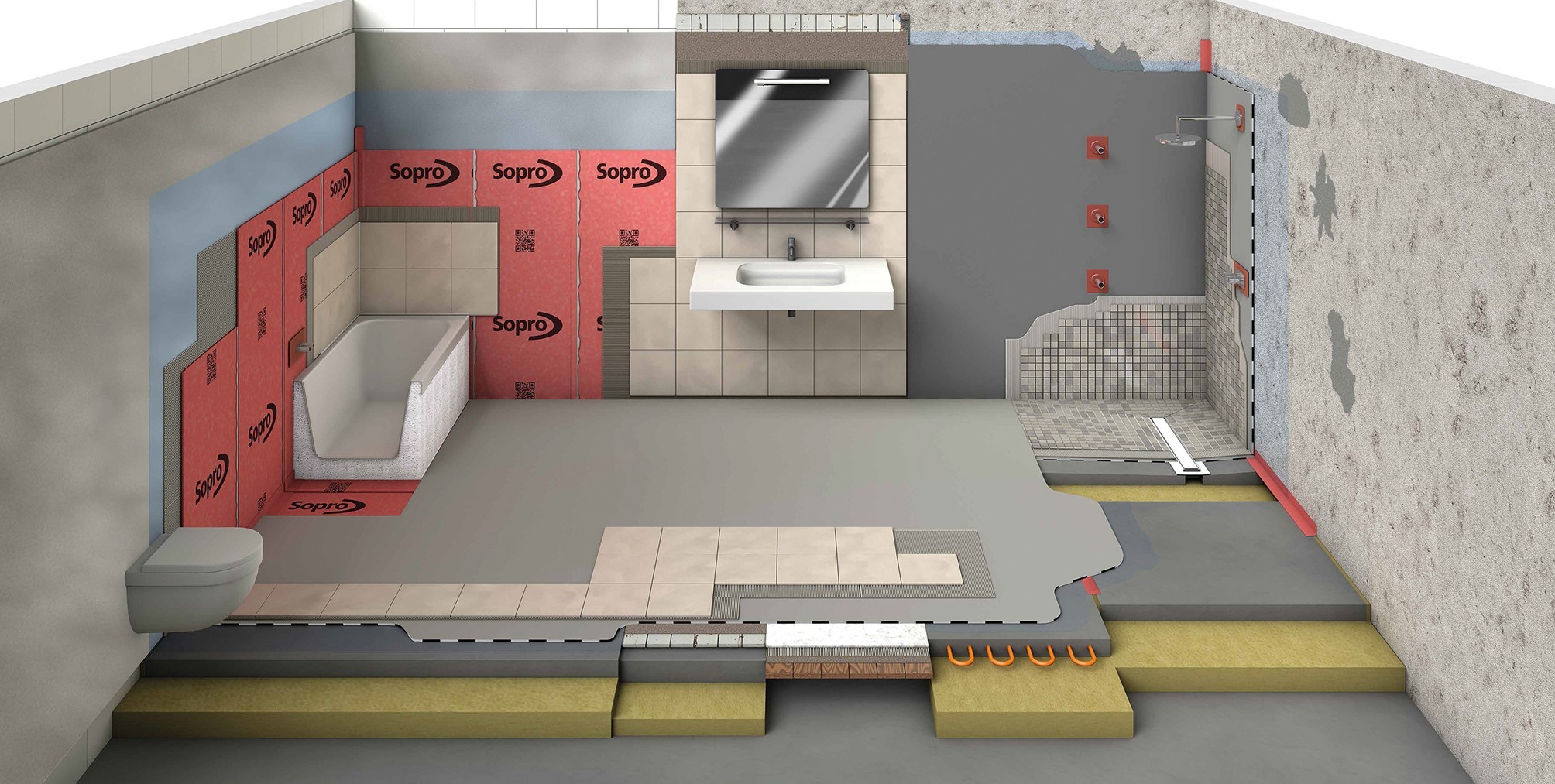







 baseTherm® Low Lambda
baseTherm® Low Lambda Read more and download the
Read more and download the 





